Описание
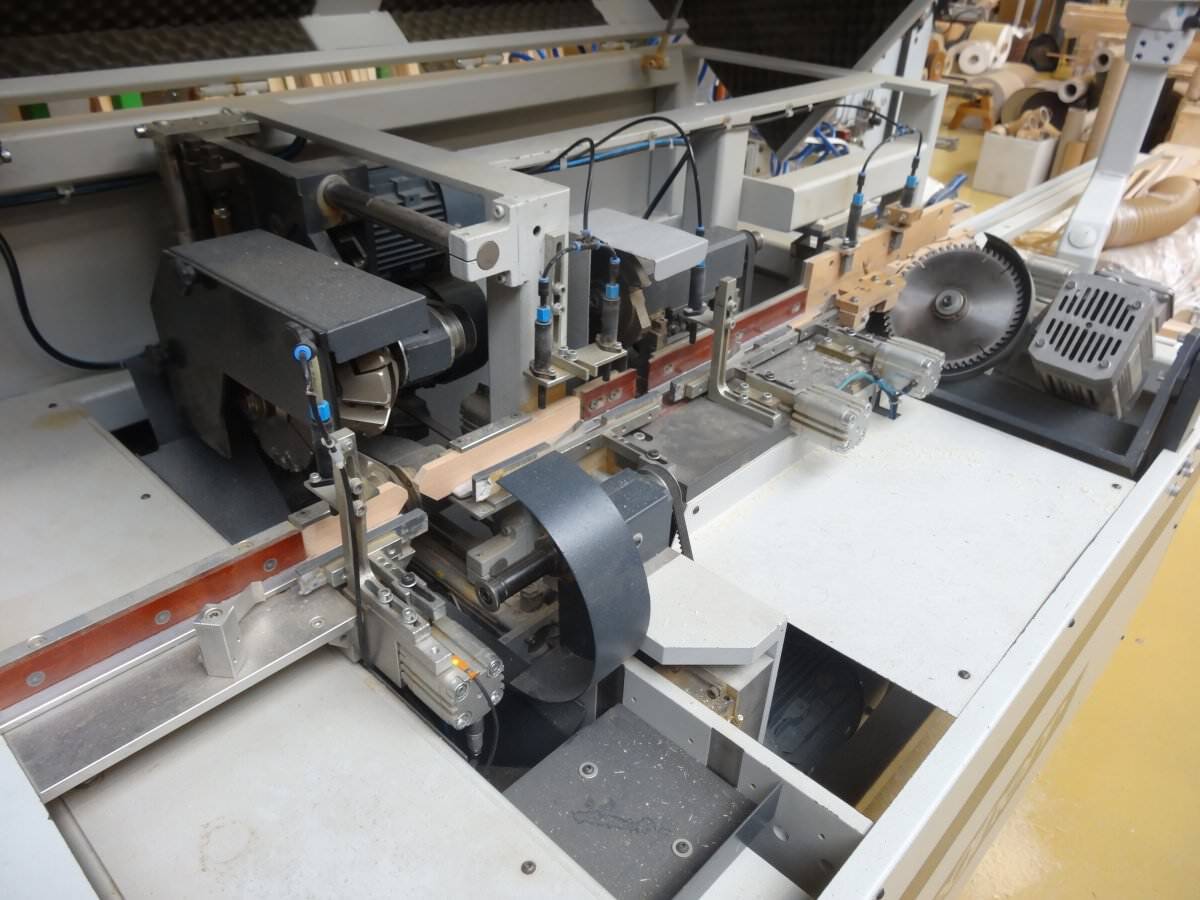
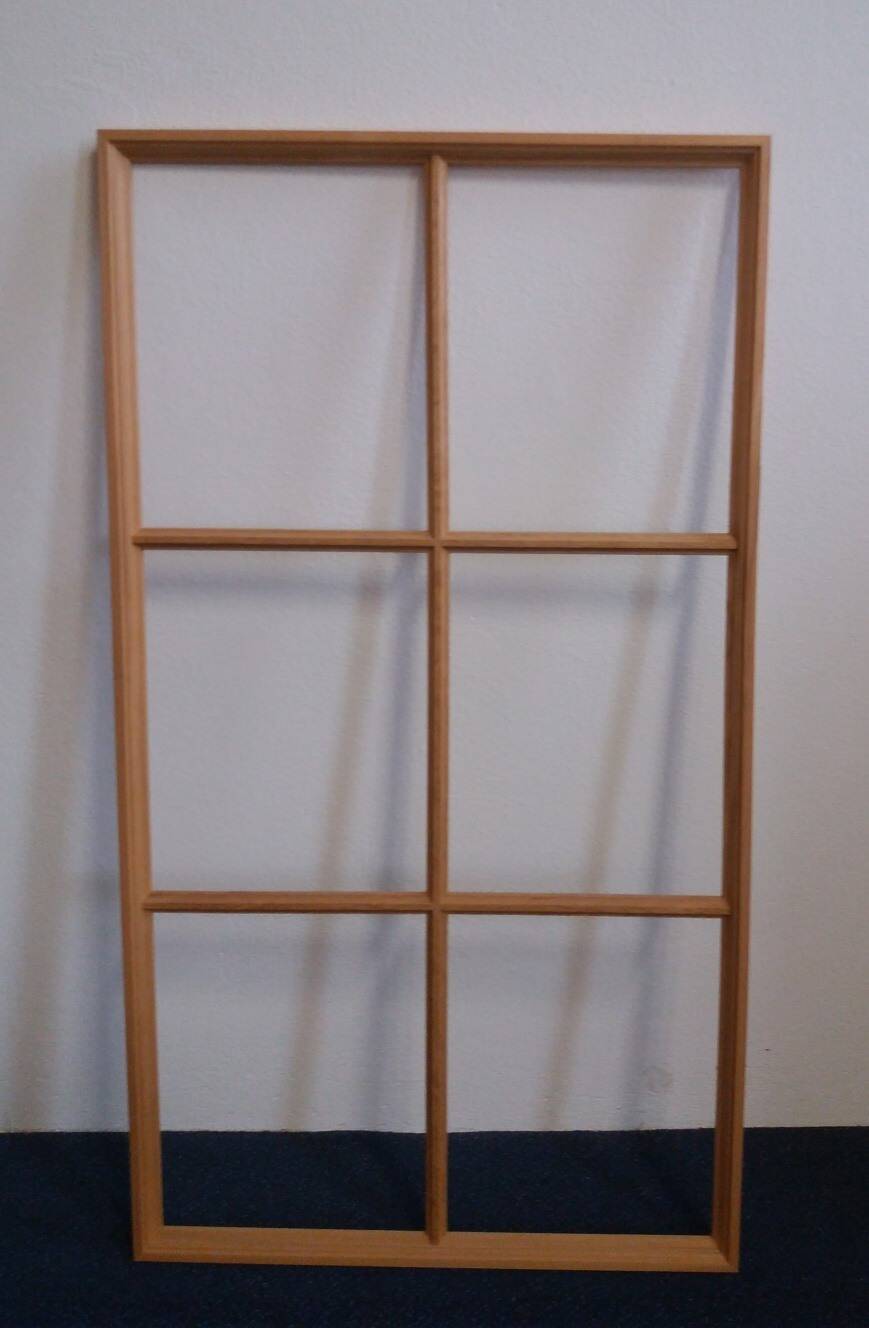
Фрезерный станок для крестовинных соединений
Изгот. Stegherr
Тип KSF-2/E
Год выпуска 2007
Специальная фреза для рационального производства крестовинных соединений с электронным управлением позиционирования (стандартная длина упора для заготовок до 2200 мм).
Выемки выфрезеровываются верхним и нижним агрегатами, гладкое фрезерование осуществляется третьим агрегатом за один рабочий проход. Скорость подачи фрезерной группы регулируется бесступенчато. Вся фрезерная группа входит в зажатую, неподвижную заготовку.
Верхний и нижний комплект инструмента может отдельно перенастраиваться по высоте. Таким образом, настройка станка на толщину древесины осуществляется очень быстро.
Привод инструмента производят два двигателя трехфазного тока, каждый 1,1 кВт.
Расстояние между необходимыми выфрезерованными отверстиями и их количество задаются в позиционное управление и сохраняются там.
Также задается общее количество обрабатываемых заготовок. Программирование позиционного управления возможно без специальных знаний.
Ножной выключатель
Удлинение упора на 1 м
Четвертый фрезерный агрегат:
Данный дополнительный пазовальный агрегат позволяет обрабатывать вертикальные и горизонтальные балки, не поворачивая их на 180°. Тем самым обеспечивается фрезерование лицевой стороны без сколов.
Быстрая настройка верхнего фрезерного агрегата
Для одностороннего выфрезеровывания рамных профилей (фрезерование снизу). Это означает, что для рам (фрезерование изнутри) верхний фрезерный агрегат, необходимый для фрезерования перекладин, должен быть отведен в сторону. Отвод верхнего фрезерного агрегата происходит автоматически с помощью программы для обработки рамных деталей.
Дополнительный пильный агрегат с горизонтальным ходом +/-45°
Обрезка рамных деталей (угловой рез)
Контрпрофиль выфрезеровывается 2 шпинделями встречного вращения, вкл. сервоось.
- 2 фрезерных шпинделя, расположенных друг на другом, для установки правой и левой контрфрезы – привод каждого шпинделя прибл. 1 кВт, кол-во оборотов прибл. 5000 в мин.
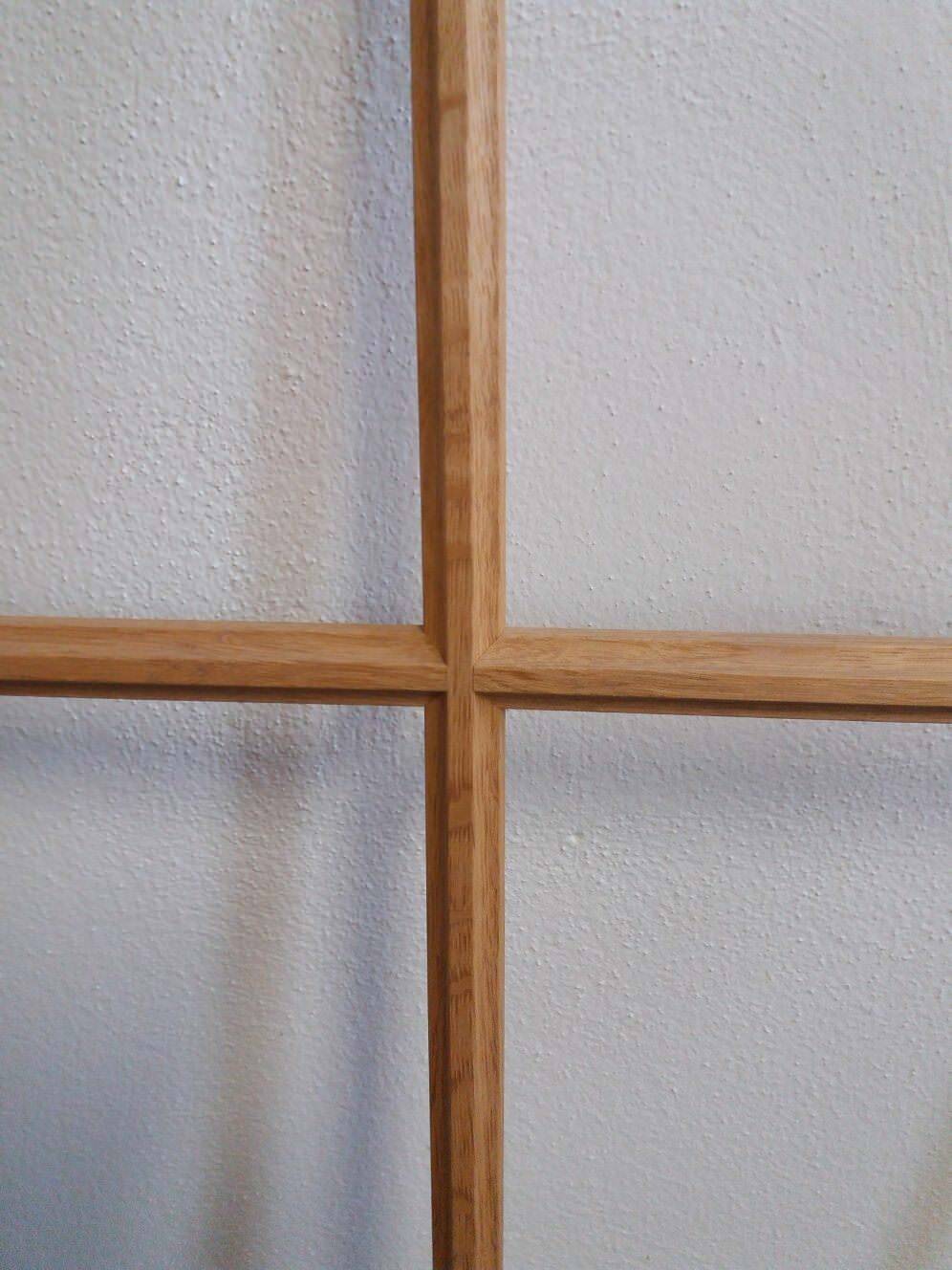
Шпиндели фрезеруют соответственно до середины законтриваемой заготовки. Благодаря право- и левостороннему движению фрезы сколы на заготовках практически исключены, в т.ч. без защитного устройства.
Регулировочная каретка для настройки на соответствующие диаметры инструмента при различных контрпрофилях.
Оба фрезерных шпинделя устанавливаются на одной линейной каретке, перемещающейся горизонтально.
Над пневматическим цилиндром фрезерные агрегаты можно перемещать вперед и назад.
Тем самым возможна легкая настройка фрезы на необходимую глубину профиля. При различных глубинах профилей, с одной контрфрезой, оба профиля можно обрабатывать по программе.
Распознавание длины уложенных в станок заготовок с оптимальной обработкой.
Распознавание определяет:
- длину уложенной заготовки
- может ли начаться обработка заготовки и какая обработка должна производиться
Вкл. комплект инструмента для 3 фрезерных агрегатов, состоящий из:
2 двухкомпонентных, настраиваемых профильных фрез и 1 настраиваемой пазовальной фрезы в исполнении с поворотной плитой (вкл. 1 шаблон для настройки с таймером)
Диапазон настройки 4,2 - 7,5 мм
1 комплект запасных ножевых головок с поворотными режущими пластинами, вкл.:
по 6 шт. для верхней и нижней фрезы, 8 или 12 шт. для пазовальной фрезы в диапазоне настройки 4,2 - 7,5 мм (= 24 шт.)
Комплект запасных пазовальных пил для четвертого фрезерного агрегата (включает твердосплавные пильные диски, смонтированные на втулке)
1 комплект контринструмента, вкл. 2 твердосплавные фрезы
400 В / 3 фазы / 50 Гц
Длина станка прибл. 4000 мм
Вес прибл. 2000 кг
Станок еще находится в производстве.
Video
Фотографии
Фрезерный станок для крестовинных соединений - бывший в употреблении
 продан
продан