Description
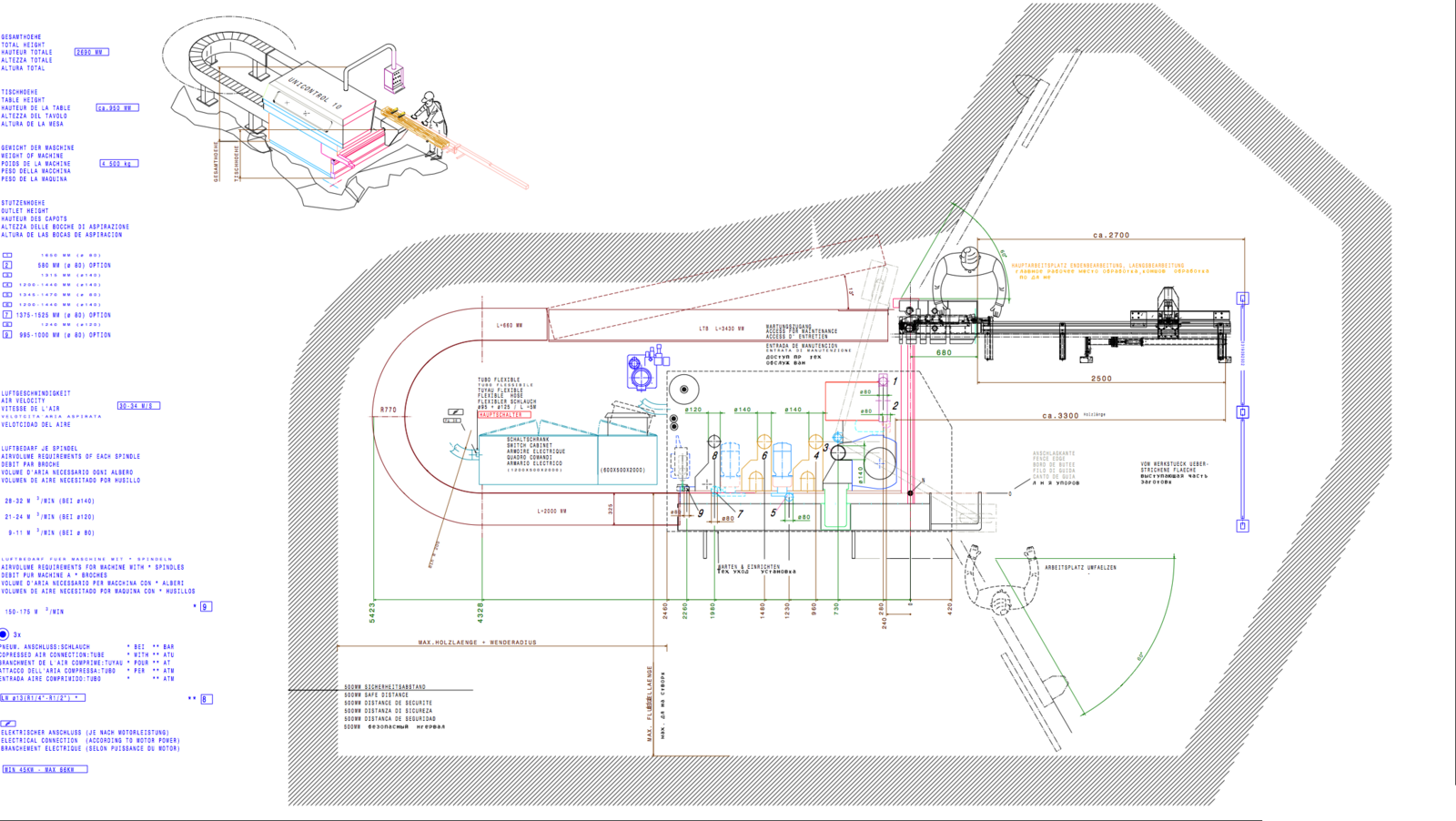
Solid Wood Window Manufacturing Machine
make Weinig
type Unicontrol 10
built 2001
for the production of individual pieces and elements in frame-by-frame and serial production
capacity: 1 - 2,5 individual pieces/minute depending on type of production and machine equipment
Basic positions of all spindles 5 - 10 mm below table
Processing units:
1. Cross-cut saw
2. Unit for edge rounding
3. Long tenon and slot spindle
4. First profiling spindle
5. Profile milling unit top
6. Second profiling spindle
7. Profiling unit right
1. Cross-Cut Saw:
motor 3 kW, spindle diameter 40 mm, spindle rotation 2800 rpm
axial adjustment: NC-axis integrated in control
laser guide light for cross-cut saw for detection of the section
2. Unit for edge rounding from bottom
axial adjustment together with cross-cut saw, cross-cut saw radially clocked at 8 positions by means of pneumatic turret for edge rounding from top
3. Long Tenon and Slot Spindle:
motor 15 kW, spindle diameter 50 mm, spindle rotation 2925 rpm, tool clamping length 640 mm, axial adjustment range 240 mm, number of tools: 8 x 80 mm, axial adjustment range: 560 mm hydraulically
CNC-axis for tenon and slot spindle, adjustment speed 100 mm/sec, axial adjustment range max. 260 or 580 mm.
flight circle diameter min. 380 mm / max. 400 mm for tenon and slot spindle, rotation 2925 rpm
follow-up for tenon and slot spindle with 640 mm clamping length
4. First Profiling Spindle
motor 11 kW, spindle diameter 50 mm, spindle rotation 6000 rpm, tool diameter max. 232 mm
tool clamping length 320 mm, axial adjustment range 240/80 mm, number of tool positions: 4 x 80 mm, axial adjustment range: hydraulic
tool clamping lengths of first profiling spindle extended to 400 mm, incl. counter bearing and CNC-axis axial und CNC-axis radial, adjustment speed 100 mm/sec. adjustment range 350 mm below table
5. Profiling Unit (horizontal top)
before the last profiling spindle
motor 3 kW, spindle diameter 40 mm, tool clamping length 40 mm, axial adjustment range 30 mm, radial adjustment range 125 mm
radial stroke at 8 positions by means of pneumatic turret for profile milling unit (horizontal top) before the last profiling spindle
axial stroke at 8 positions by means of pneumatic turret for profile milling unit (horizontal top) before the last profiling spindle
6. Second Profiling Spindle
motor 11 kW, spindle diameter 50 mm, spindle rotation 6000 rpm, tool diameter max. 232 mm, tool clamping length 320 mm, adjustment range axial/radial: 240/80 mm, number of tool positions: 4 x 80 mm, axial adjustment: hydraulically
CNC-axis axial and CNC-axis radial for 2. profiling spindle, adjustment speed 100 mm/sec., adjustment range max. 260 mm.
table top clocked to tool diameter (2 positions), for 2. profiling spindle
7. Profile Milling Unit (vertical right) at machine end
- radial clocked on 4-fold turret, manually clocked on 4-fold turret, manually axial clocked at 2 positions
motor 3 kW, spindle diameter 40 mm, spindle rotation 5850 rpm, tool clamping length 160 mm, radial adjustment range 100 mm, axial adjustment range 115 mm
radial stroke at 8 positions by means of pneumatic turret, for profile milling unit (vertical right) at machine end
axial stroke at 8 positions by means of pneumatic turret for profile milling unit (vertical right) at machine end
- PC control NEXUS
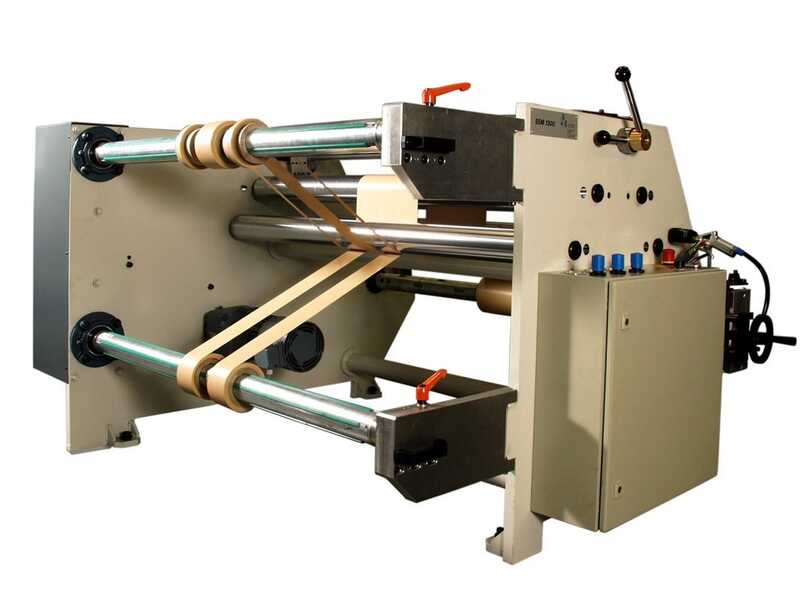
Pictures of
Solid Wood Window Manufacturing Line - second-hand
 not available
not available